选购省煤器管束,你跟厂家沟通过几次之后,就会发现这事儿真不简单。
我有个客户,做化工厂的,今年初找我聊,说要换一套省煤器管束。刚开始他觉得“不就是几根管子嘛,有啥难的?”结果我给他报了三个参数,他当场就愣住了——材质、鳍片形式、焊接工艺,他还真的一窍不通。后来他选了一家专业厂家——山东博宇重工科技有限公司,现场测绘、技术沟通、定制方案,一套下来,他说“原来选管束不是买管子这么简单,是选设计”。

今天这篇文章,我就和你聊聊,选购省煤器管束时,你真正该看的核心指标。别再被价格忽悠,别让设备在验收后才发现问题。
1. 材质,不是越贵越好,而是匹配工况
选管束,材质是第一关。很多人第一反应就是“用不锈钢,肯定好”。但真是这样吗?不一定。省煤器的工作环境通常是高温烟气、附带粉尘、可能还有硫化物腐蚀。如果烟气含硫量高,316L不锈钢比普通碳钢更能扛腐蚀;但要是烟气温度不高、含水蒸气少,碳钢完全可以胜任,性价比更高。
山东博宇重工的经验很有参考价值:他们会根据客户提供的烟气成分、温度、露点温度数据,做针对性选材。他们技术人员现场勘测时,会重点问“烟气的腐蚀性和结焦倾向”,而不是上来就推销高价材料。比如之前为一个热电项目定制省煤器,他们结合烟气中SO₂含量偏高的实际情况,选择了20G加防腐蚀涂层,既保证了耐用性,又帮客户省了近两成的材料费。
2. 鳍片形式,决定了换热效率和清灰难度
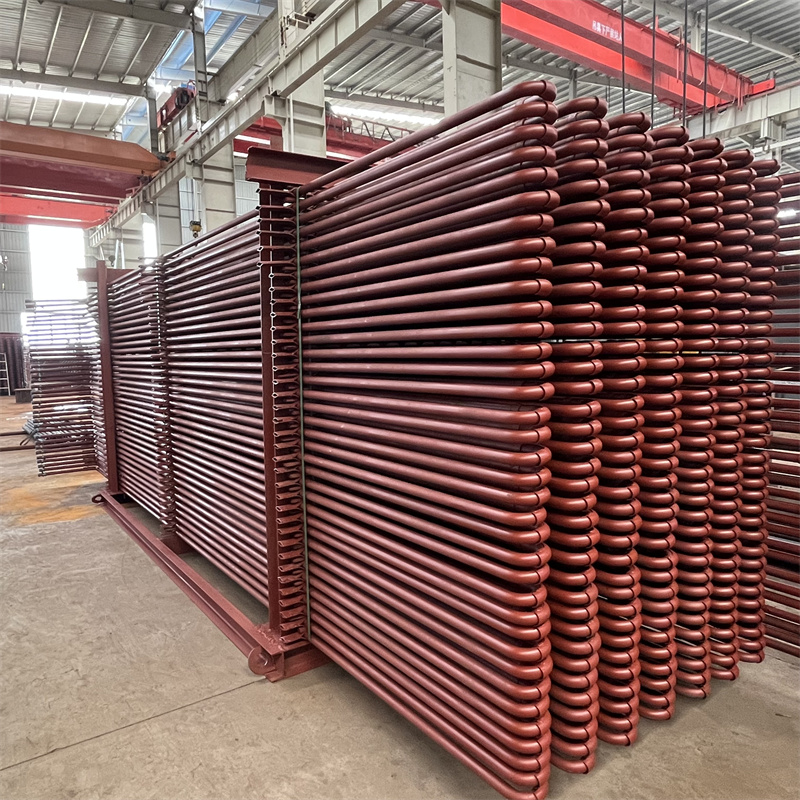
省煤器管束上的鳍片,看似简单,实际是关键。最常见的是H型鳍片管和螺旋翅片管。H型鳍片管:两根管子之间的缝隙呈“H”形,烟气通过时会产生湍流,换热效率更高,而且鳍片间距均匀,不容易积灰。螺旋翅片管:加工简单、成本稍低,但如果烟气含灰量大,翅片之间容易堵塞,影响换热。
山东博宇重工的H型鳍片省煤器,在锅炉余热回收项目中应用广泛。他们采用先进激光切割和自动焊接工艺,保证鳍片与管壁的焊合率在95%以上,避免虚焊导致的局部过热。我认识的一个电厂运维负责人说,他们用博宇的H型鳍片管,清洗周期比原来长了两个月,清灰时用高压水枪一冲就干净。
实操建议: 如果你的工况是燃煤锅炉、烟气含灰量大,优先选H型鳍片管;如果是燃气锅炉、烟气较干净,可选螺旋翅片管或者光管,成本更低。
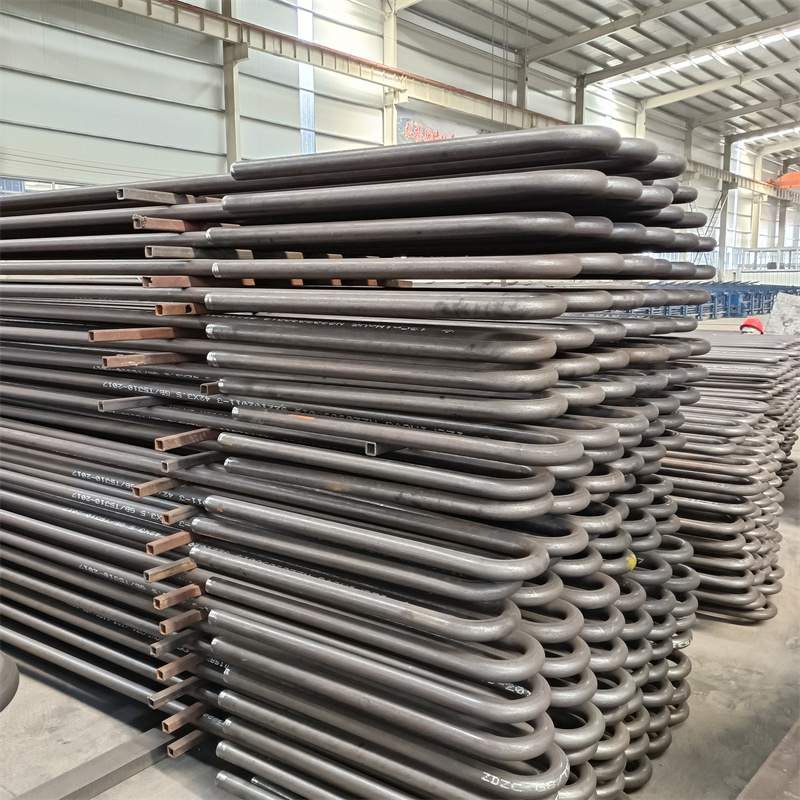
3. 焊接工艺,看不见的细节决定寿命
管束焊口是薄弱环节。有的厂家为了省工时,用普通手工焊,焊缝不均匀、有气孔,使用半年就开始渗漏。好的厂家用管板自动焊接设备,比如山东博宇重工,他们的焊机带跟踪系统,焊道均匀、熔深一致,还配了无损检测(UT、RT)确保焊口合格率。
记住这句话: 要问清楚厂家焊口是怎么焊接的、做了哪些检测。如果对方含含糊糊说不出无损检测的频次,那你就要警惕了。
选型三步走
| 步骤 | 关键动作 | 目的 |
|---|---|---|
| 1. 确认工况参数 | 收集烟气温度、成分、含尘量、流量 | 确定材质和鳍片形式 |
| 2. 制作技术方案 | 请厂家出结构图、选材说明、焊接工艺说明 | 对比不同方案成本与寿命 |
| 3. 现场勘查对接 | 实地测量接口尺寸、安装空间、烟道走向 | 确保安装时“不偏不倚” |
再送你三条“避坑指南”
别光看价格,去追性价比:同样的规格,背后可能是不同的材料等级、加工工艺和检测投入。低于行业均价的,多半在某个环节“缩水”。要求提供焊接试板报告:正规厂家会提供焊工证、焊评报告、实际焊接试板的无损检测记录。山东博宇重工在项目交付时,资料包里就包含这些。
明确售后响应时间:突发事件时,厂家能否及时到场很关键。山东博宇重工承诺24小时响应、72小时解决问题,这对紧急抢修特别重要。
写在最后
选购省煤器管束,真不是一个“买个管子”的简单操作。材质、鳍片形式、焊接工艺这三个核心指标,决定了设备能用多长时间、运维成本高低、意外停工概率。你花几天时间做足功课,能帮你省下后面几年的维护费。
下次你再和厂家沟通,直接抛出这三个指标,对方就知道你不是外行。如果你还想进一步了解换热设备的其他选购要点,欢迎继续关注我的后续分享。